




Artificial vision
What is artificial vision and what are its applications?
Humans use our eyes to understand the world around us. Artificial vision is a scientific discipline that aims to enable computers to achieve the same capacity, i.e. it tries to ensure that machines can perceive and understand one or more images and act in a certain way. Below, we review some of its applications.
The human brain constantly receives information from its environment through the eyes and we are particularly sensitive to sudden changes in light and apparent size of objects, which tells us that something is moving very fast and allows us, for example, to duck in a split second to dodge a ball. Artificial vision is the technology that allows computers to make decisions from a small amount of visual data just as quickly.
WHAT IS ARTIFICIAL VISION
According to the Automated Imaging Association (AIA), artificial vision encompasses all industrial and non-industrial applications where a combination of hardware and software provides operational guidance to devices in the execution of their functions based on image capture and processing.
Artificial vision should not be confused with computer vision, although the difference is subtle. Computer vision focuses on understanding digital images after processing and analysing them, i.e. extracting as many details as possible. In contrast, artificial vision does not need to analyse all the details of the image, but only those that trigger a particular action. For example, the artificial vision of an autonomous car is only concerned with detecting obstacles to avoid collisions.
Artificial vision in Industry 4.0
The Fourth Industrial Revolution blends cutting-edge production techniques with intelligent systems that are integrated into organisations. Among the technological innovations applied to manufacturing to make it more efficient are hyperautomation, big data, the Internet of Things, robotics and augmented reality. Artificial vision, closely related to technologies such as artificial intelligence or machine learning, will also be an essential component for the future of the industrial sector allowing, among other things, the discovery of faults during production or the identification of defective products.
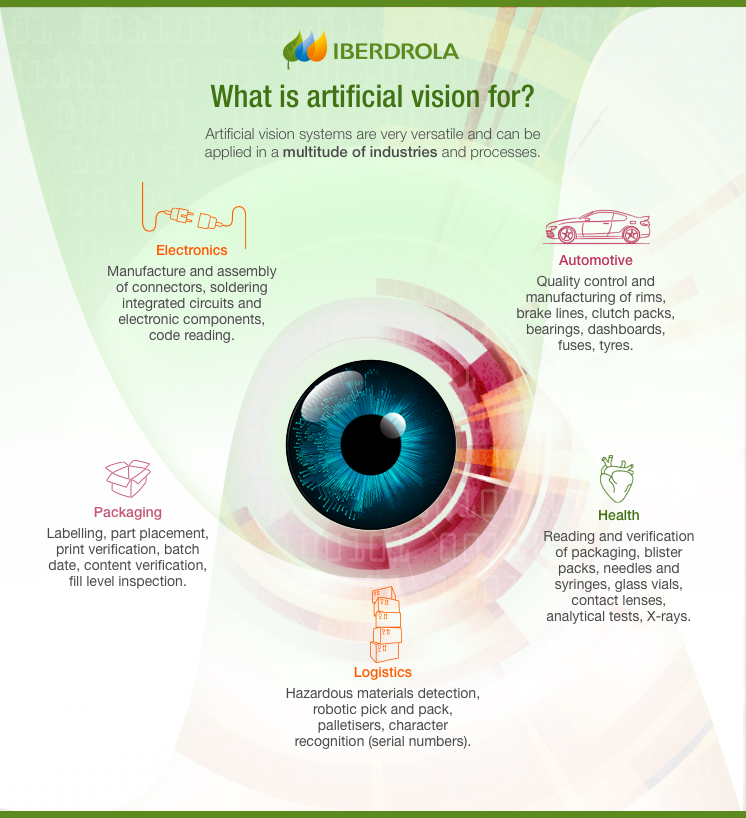
 SEE INFOGRAPHIC: What is artificial vision for? [PDF] External link, opens in new window.
SEE INFOGRAPHIC: What is artificial vision for? [PDF] External link, opens in new window.
ARTIFICIAL VISION SYSTEMS
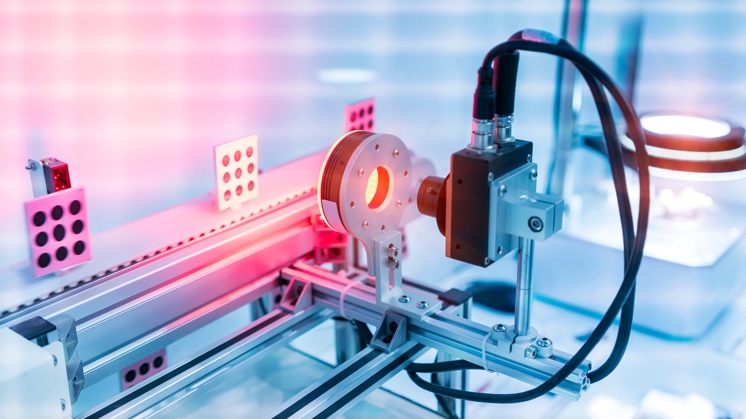
An artificial vision system consists of several components, from the camera that captures an image for inspection to the processing engine itself that renders and communicates the result. Below, we review them in detail:
- Vision sensors: includes the different types of cameras and light sensors in all frequencies, 2D and 3D sensors.
- Smart cameras: in addition to sensors, they include a processor capable of analysing images and providing results for decision-making.
- Advanced vision systems: devices, e.g. cobots, which integrate artificial vision systems to perform specific tasks.
HOW AN ARTIFICIAL VISION SYSTEM WORKS
For an artificial vision system to function properly, a number of conditions and requirements must be met:
 Lighting
Lighting
The light must be dimmed and constant so that the light changes captured by the artificial vision system are due to changes in the inspected objects and not to changes in the light source.
 Staging
Staging
It is a mechanical process consisting of placing the object to be examined in front of the camera (there may be photoelectric sensors to indicate whether the object is correctly positioned).
 Cameras
Cameras
Those used for artificial vision are special and more expensive. For example, it is desirable to have square physical pixels for more accurate measurements, as well as advanced shutters.
 Image processing
Image processing
This can be done from a computer connected to the camera or from the camera itself if it is a smart model capable of analysing the image and providing a result on its own.
 Communication
Communication
Artificial vision systems are connected to other systems, such as inventory management, supply control or business intelligence.
BENEFITS OF ARTIFICIAL VISION
The application of artificial vision systems in manufacturing processes has a number of advantages:
- Accuracy: increase the level of precision during manufacturing and eliminate human error.
- Quality: guarantee the highest quality and that the products comply with the specifications.
- Profitability: increase profits and reduce overheads, offering a high ROI.
- Sustainability: allow products to be manufactured in a resource-saving and waste-reducing way.
- Monitoring: facilitate diagnosis and troubleshooting during production.
- Safety: improve safety and security in environments hazardous to people.
APPLICATIONS OF ARTIFICIAL VISION
Artificial vision systems have numerous applications and we review some of them below:
- Object detection: comparison of an image with known patterns stored in a database to detect objects, even if they are partially hidden.
- Optical Character Recognition (OCR): a process aimed at automatically identifying symbols or characters in an image and then storing them in the form of data.
- Robots with artificial vision: reduces or eliminates the need to place parts in fixed locations for robots to handle, as they are able to locate and place them by themselves.